|
Products
Subscribe to Blog
Please subscribe to SIMEC blog via Email.
|
Selection, Usage and Maintenance of Ring Die
Biomass Pellet mill is the key equipment of biomass pelletizing process and Ring Die is the core part of biomass pellet mill, it's also one of the easiest wearing parts. Ring die is relative with improvement of biomass pellet quantity and quality, decreasing of energy consumption (pelletizing process occupies 30%~35% power consumption of the entire plant ), decreasing production cost (the cost of ring die loss occupies 25%~30% of the maintenance cost of the entire plant) and so on. The basic principle of pelletzing is as shown in diagram 1.
The pelletizing process is achieved by the friction force which is generated between ring die and compression rollers. When the friction force overcomes the resistance which is generated by materials passing the ring die holes, a complete pelleting process is finished. About the selection, usage and maintenance of ring die, please read the analysis below:
Usually, a ring die is made up of carbon (alloy) steel or stainless steel and processed by forging, cutting, drilling and heat treatments. The life span and pelletizing quality/capacity of ring die is relative closely with its raw materials and any process. So, it's better to choose manufacture whose technology is advanced and the plant reaches certain scale. There must be many problems (such as no output of pellets, rough surface of pellets, burst of ring die) for the ring dies supplied by small factory. As known, most small ring die suppliers adopts manual drilling by ordinary drill machine (advanced manufacturer always adopts gun driller which ensures quality of each mould hole and keeps all of the holes congruously), the drilling performance depends on the attitude and proficiency of operators normally. There is no quality assurance indeed. Sometimes, the wrong operation causes slanting holes (the center line of mould hole deviates center line of ring die), see diagram 2. Based on diagram 1, pelletizing principle, this defective ring die will cause blocks easily at work.
Diagram 2. 1.Normal ring die hole
2.Slanting ring die hole 3. Center line of ring die hole
4.Center line of ring die
The next process is very important, also, especially for grinding of mould holes. Because of limits of device and technique, the small manufacturers polish ring die by manual, too. And that always misses of the polishing parts or can't reach the required degree of finish. So the ring die like this is difficult for making quality biomass pellets, even hard for production. So that's why it's important to choose right ring die to ensure normal production.
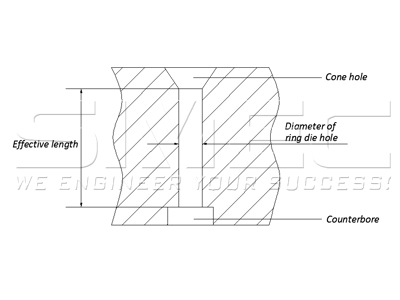
The right choice of ring die thickness is the most important factor to ensure capacity and quality of production. This is relative with compression ratio (compression ratio/effective length of ring die hole, diameter of ring die hole), see diagram 3, 4. The ring die with high compression ratio makes quality pellets with higher density and smooth surface. Otherwise, the pellets is incompact with flour content much. But, if the compression ratio is too high, it causes block.
Diagram 3. This type of ring die hole is used for ring die with diameter 4mm and below. If thickness of ring die is enough,the counterbore is able to be canceled.
Diagram 4. This type of ring die hole is used for ring die with diameter 4mm and above.
So what's the right compression ratio? This is a flexible item which relative with diameter of ring die hole, raw materials of pellets and so on. For example, for different pellets, such as grass pellets, straw pellets, softwood pellet, hardwood pellets, mixed wood pellets, the compression ratio is from 1:4.5~1:8.5,different materials match corresponding ratio.
For the materials which is full of fibers contents, the compression ratio of ring die should be smaller than normal, or adopts old die for production.
How to match ring die and rollers with high efficiency? Some clients of SIMEC summarized as: new ring die matches with new rollers only, one pair of roller just matches with one rind die regularly. And the match between rollers and ring die should obey a rule that front lax and tight at rear (because the bed of materials at front roller is thicker than rear roller). So that it avoids that new rollers matched with old ring die or new die matched with old rollers, just in case of mismatching between rollers and ring die. Thereby it extends the life span of ring die and rollers and lowers production cost indeed.
When the compression rollers has been used for a while, there is some cracks like diagram 5, which impacts its cooperative accuracy with ring die. The right gap between brand new rollers and ring die is 0.1-0.3mm. Too large of the gap always causes blocks which caused by shortage of press force which can't overcome friction force. But too small gap may cause damage on roller and ring die. So gap adjustment is a technical work which requires long term experience of production and operation.
The situation of a ring die is based on both of its quality and maintenance, also it's relative with good maintenance. Because under production, there must be throat condition (or called seals or inversion), as shown in diagram 6. With this condition, a ring die will appears decline of production, increase of energy consumption, without output and blocks. So it's necessary to take a series of maintenance work once above conditions occur. The work includes: drill die (drill through about the ring die holes which were blocked by iron or biomass materials ), mill die (polishing the working face of ring die which was damaged by iron piece or hard matters mixed within the biomass materials, use the tools shown in diagram 7 to repair), enlarging holes (repair the shrunken holes, the standard cone angle is 60 degree) and so on.
Diagram 6.
1.Normal ring die hole,its cone hole is 60°
2.Shrinkage ring die hole
When changing the die, firstly fill the holes with oil materials and keep the ring die in a good situation. We're able to increase efficiency and lower production cost only by right choice of ring die accompanied with rationally usage and effective maintenance.
Diagram 7. 1.Grinding wheel 2. Ring die 3.turnplate 4. Rack 5.Coupler 6.Reducer 7.Motor 8.Lifting rod
|

.jpg)